 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
切紙機的安全問題,是許多數碼印刷從業者容易忽視的問題,影響切紙機安全使用有以下幾個方面: 1.剎車裝置。許多廠家為了省錢,采用電路剎車原理,即通過上、下限位傳感器切斷切刀電機供電的方式剎車,這種裝置在突然停電、插座松動、傳感器失靈等情況下,可能造成"溜刀"等極度危險的狀況。為了杜絕這方面的情況發生,必需采用帶有機械剎車裝置的電機組件,這樣無論發生什么電路故障,電機都是抱死的,避免意外發生。 2.雙按紐操作原理。這要求兩個按紐同時被按下,否則切刀電機不會動作,這可以保證單人操作的絕對安全。 3.在實際使用過程中,往往兩人配合操作,這樣,情況就變得很危險,這就要求切紙機配置前、后安全罩。當安全罩被打開時,電機不會動作,確保安全。 4.以上是影響使用過程的安全因素,那么在維護、保養中要注意更換刀片時,使用托刀架,確保刀片刃口被封閉,既保證人的安全,也保證刃口不被損壞。 5.再者,卸下的刀片千萬不能隨意擱置,避免傷及到人。
1.平張切紙機從推紙機構的驅動方式上又分為電動切紙機(只能用手動方式按按鈕或操作相應的機構通過對電機或機械傳動機構的控制來實現推紙器的定位)、程控切紙機(通過程序控制系統實現推紙器的自動定位,亦可執行電動切紙機的定位方式)和一種介于兩種方式之間的智能數顯切紙機(通過控制系統自動大致定位,然后通過手動微調實現準確定位)。 2.程控切紙機從對推紙器移動的控制方式上又分為步進電機控制、變頻調速控制、交流伺服控制三種方式。 步進電機控制和變頻調速控制方式在對切紙機推紙器的定位精度上均可以達到±0.1mm,速度達8-14米/分鐘(具體達到的精度和速度因制造商所使用的控制系統和選用的電器元件不同會有較大差異),但步進電機控制方式啟動時噪音較刺耳,不被眾多切紙機制造商和切紙機的用戶所看好。 交流伺服控制方式對切紙機推紙器的定位精度和速度上比變頻調速控制具有質和量的極大突破,定位精度可以達到±0.025-±0.015mm,推紙速度可以達到16-20米/分鐘(具體達到的精度和速度因制造商所使用的控制系統和選用的電器元件不同會有較大差異)。 3.從程控切紙機的操作界面(操作方式)上又分為按鍵式、觸摸屏、按鍵和觸摸屏雙模式三種。 按鍵方式操作的程控切紙機最早出現,比數顯切紙機的效率成倍提高,為眾多的用戶提高了工作效率,創造了更多財富,備受客戶青睞,但在新技術出來后這種方式在操作的直觀和簡便上無法與觸摸屏操作方式相媲美。 觸摸屏操作方式可以很輕松的實現等分、等距、循環尺寸、計算器的使用及計算結果輸入程序等功能,操作簡便直觀(按鍵式操作方式在執行某些功能時需要幾個鍵的組合操作才能實現,很多客戶因為操作人員更換又找不到說明書后向制造商咨詢使用方法);屏幕上有對機器上各個運行環節檢測開關狀態的直觀顯示,對于常見故障的排除提供了極大的方便,為切紙機的使用客戶和制造商都節約了時間和金錢成本。 按鍵和觸摸屏雙模式,可以組合使用,能滿足部分操作人員的老習慣,同時提供了多一種輸入方式,在耐用性上有相對提高,但在觸摸屏操作方式切紙機制造商設計的界面和操作菜單合理且選用的屏幕質量穩定可靠的狀況下,其意義不是很大。 4.從壓紙機構的驅動方式上又分為機械壓紙和液壓壓紙。 液壓壓紙方式更能精確保證裁切物裁切后的等長度公差精度(俗稱上下刀精度),尤其是裁切密度較大裁切物時,其差別尤為明顯。所以隨著液壓壓紙方式的切紙機的出現,機械壓紙方式的切紙機已經不再被對裁切精度要求較高的客戶選用。 壓紙機構和裁切機構的離合器均采用液壓方式驅動的又叫做全液壓或雙液壓切紙機。全液壓或雙液壓切紙機具有更大的裁切力,在裁切密度較高裁切物時具有明顯優勢,離合器不易打滑,且不用頻繁調整離合器的間隙。 5.從尺寸顯示方式和對推紙器移動定位上又分為數顯切紙機和程控切紙機(純機械結構切紙機一般臺面上嵌有鋼尺,對推紙器的控制和數顯切紙機一樣)。 數顯切紙機和程控切紙機主要差別在對推紙機構的控制上,程控切紙機不光在效率上有極大提高,還能有效減輕操作人員的勞動強度。 6.從平張切紙機的門幅寬度(最大裁切寬度)上又分為對開切紙機(也有叫半開切紙機的)、全開切紙機(全張切紙機)等等。

切紙機刀片有不同的類型,他們的應用范圍也各不相同。 (1)合金工具鋼切紙機刀片 刀片為復合軋制,可用于一般的裁切。原始晶粒更細化,抗崩刃性強。刃鋼和刀體結合無過渡、無空隙等缺陷,刃口無剝離,保證使用壽命。 (2)高速工具鋼切紙機刀片 適應各種紙張,尤其是裁切各種高克數的銅版紙,一次刃磨壽命提高5倍。高速鋼含18%的鎢、耐磨損,刀刃平整、鋒利和穩定,裁切質量精確而光潔。

切紙設備在使用時有嚴格的使用規范,今天小編與大家一起分享: 1.開機前,應先檢查機器,做好清潔工作,加機油或牛油,先試空刀三次,觀察有無回刀,如發現題目,應及時排除,在出產過程中,如發現有回刀,應立刻泊車,及時修理不準帶病運轉。 2.工作時,思惟必需集中,操作切紙機嚴禁二人同時操縱。 3.機器運行時,嚴禁將手伸入機器內,若發生故障時嚴禁用手搶紙,應立刻停機,切紙刀沒有回足停妥,不能伸手取紙。 4.機器調節、調換刀片以及在修理加油、擦洗及檢查時,都必需將電源堵截。

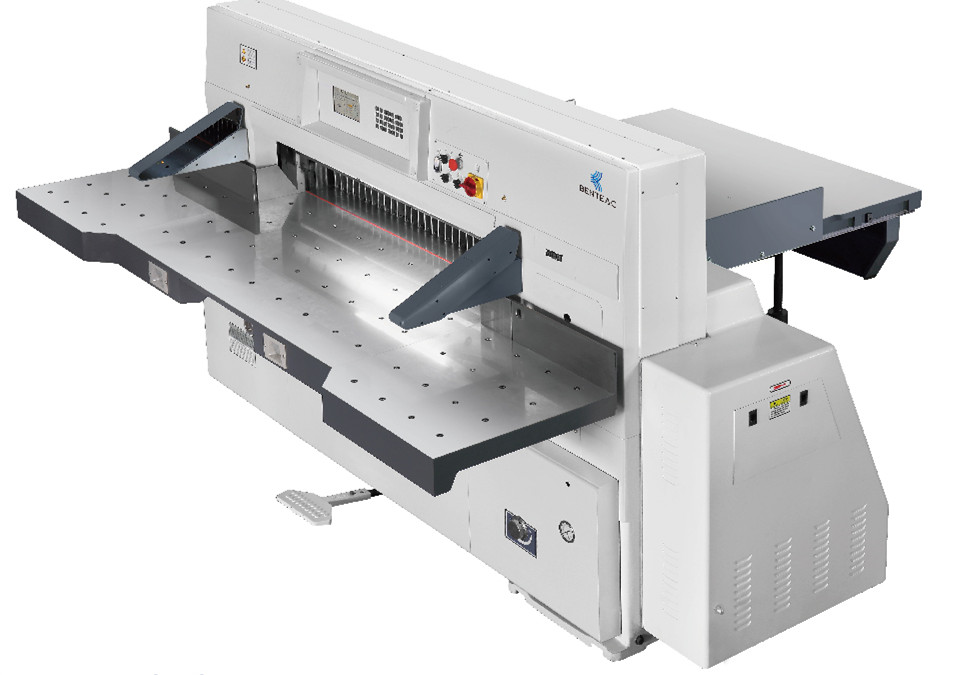
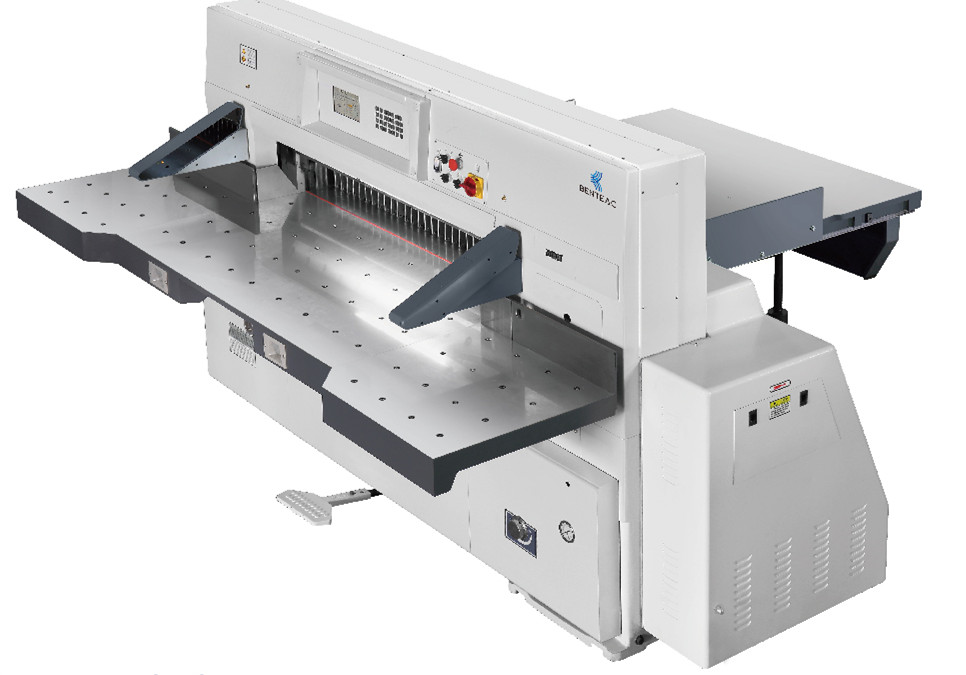
切紙機主要由主機(亦稱龍門)、工作臺、推紙機構、壓紙機構、裁切機構等組成。推紙機構用于推送紙張定位并作后規矩,壓紙機構則將定好位的紙張壓緊,保證在裁切過程中不破壞原定位精度,裁切機構用來裁切紙張,側擋板作側擋規,工作臺起支撐作用。從壓紙機構的驅動方式上又分為機械壓紙和液壓壓紙。 液壓壓紙方式更能精確保證裁切物裁切后的等長度公差精度(俗稱上下刀精度),尤其是裁切密度較大裁切物時,其差別尤為明顯。所以隨著液壓壓紙方式的切紙機的出現,機械壓紙方式的切紙機已經不再被對裁切精度要求較高的客戶選用。 壓紙機構和裁切機構的離合器均采用液壓方式驅動的又叫做全液壓或雙液壓切紙機。全液壓或雙液壓切紙機具有更大的裁切力,在裁切密度較高裁切物時具有明顯優勢,離合器不易打滑,且不用頻繁調整離合器的間隙。 雙液壓切紙機采用微電腦程序控制電路,輕觸按鍵操作面板,大屏幕液晶顯示,可選擇刀前、刀后或壓紙壓力設定,內置8×9組裁切數據記憶6×8組分段裁切記憶,自動準確的完成推紙、壓紙、裁切等動作。切紙機采用整體落地式龍門主體,雙液壓動力系統,進口主電機及液壓閥件。

切紙機的性能如何,主要表現在切紙機的裁切精度高低、精度保持性、質量穩定性、操作方便性及安全性等方面。 國產切紙機技技術水平與國際先進國家有一定差距,主要表現為: ①控制系統比較落后,缺少自動檢測裝置,從控制系統來講,我國剛開始使用PLC,而國外已經采用全線計算機控制,利用計算機控制,利用計算機對各執行部件進行監控和調整,同時可預置參數,并且在計算機控制下還能進行自動調整,大大縮短了輔助時間并保證可靠工作。 ②成套性差,國產切紙機很少配上周邊設備的,即:裁切生產線。 ③外觀及使用方便程度有一定差距。但是,通過國產切紙機生產企業近幾年的努力,國產切紙機與國外產品的差距在迅速縮小,部分技術甚至處于領先水平,國外的為基本彩微機程控,而國內還主要以數顯為主,各種缺乏安全保護的機械式切紙機大量存在和進行銷售,微機控制切紙機是切紙機的發展趨勢,并正以較快速度大面積取代其他控制方式的切紙。 按"裁切"按鈕后,切刀上下兩次以上運行稱連刀。其導致連刀的主要原因為切紙機的截切刀限位開關失靈或未觸撞上限位開關,以及繼電器觸點粘連或滯緩。 不能忽視的是切紙機的價格,價格是選擇國產切紙機的一個重要因素。相對于國外的進口切紙機來說,有著價格上的明顯優勢,性能優良,價格優惠是促進客戶選擇國產切紙機的主要原因,而且在國內的售后服務比較到位。因為性價比高,有著實用且實惠的特點,目前國產切紙機的市場占有率為國內最高。

切紙機在造紙印刷行業的應用非常廣泛,從機械式切紙機發展到磁帶控制式切紙機,又發展到微機程控、彩色顯示、全圖像操作引導可視化處理及計算機輔助裁切外部編程和編輯生產數據的裁切系統,使生產準備時間更短,裁切精度更高,勞動強度更低,而操作更安全。那么,它的優勢有哪些呢,就讓小編向大家介紹下。 切紙機優化的重型機架設計,精密加工,性能穩定,堅固耐用;切紙機采用新型高集成高穩定性器件,獨創電子刀位指示線,保證切紙機可靠運行;觸摸式按鍵面板,雙手聯鎖裝置,自動復位功能,保障絕對安全。采用高速鋼刀片,鋒利耐用;獨特的故障自我檢測功能,使您的操作更加得心應手。 以上就是切紙機的優點介紹。
如果切紙機刀片不鋒利了就需要更換刀片了,今天小編給大家介紹下如何更換切紙機的刀片 1、將衛生紙切紙機的刀片處于最上邊位置,關閉機器運行開關,切斷電源,使機器停止工作。停機時需要將機器置于盤車狀態,盤車時刀床停在中間的位置。更換刀片之前需要將刀床上緊固刀片的所有螺絲釘擰松,然后將裝刀扳手工具插入刀床上的六角孔中,逆時針旋轉,刀片便可以自動落下。將工具裝刀手柄的螺桿裝入刀片的螺孔中,用手拿捏著裝刀手柄,便可以將刀片從掛鉤上摘下來放在附具架上,放入盒內送磨。 2、將衛生紙切紙機的刀片取下之后需要進行檢查,查看刀片刃磨的角度和寬度,用質地柔軟的布從背部向刃部擦將刀片擦凈,然后將裝刀扳手擰入磨好或更換好的刀片螺孔中,放入附具推至刀床附近,刀片抬起使刀片的中間凹槽的兩孔掛在刀床伸出的鉤上,取下裝刀手柄,用裝刀扳手插入刀床的六角孔中,順時針旋動,刀片自動升起到固定位置。擰緊刀床上固定刀片的所有螺栓。整個裝刀片的過程需要格外的小心,避免刀刃部碰著任何堅硬的東西。最后收起各樣工具,刀片的固定工作就完成了。 以上就是小編給大家介紹的具體內容,造紙機械本來就是一種易耗品,長時間的使用會造成機器零件的損耗,因此做好機器的日常保養工作是提高機器使用壽命的關鍵。